


振动筛|压榨机|除杂机|垃圾处理设备|挂桶提升机--新乡市先恒机械
地 址:新乡市新濮公路6786号
电 话:0373- 3690751 3522525
传 真:0373-3522525
联系人:贾经理
手 机:17203738687
邮 箱:578913156@qq.com
Q Q:

一、落砂机的使用及使用范围
本落砂机适用铸造车间手工造型和机械化造型浇铸台的大型落砂,使铸型和砂箱分离,砂型和铸件分离,分离后的砂团进一步破碎,穿过棚格孔落到回砂皮带,铸造表面的粘结砂需到清理设备进行清理。
本落砂机适用砂箱尺寸2000*4500mm,有效负荷重(包括箱重)12吨(不得大于)。落砂机是使用范围较广的通用产品。
三、落砂机的主要技术参数
型号 | 有效载荷(T) | 机重(kg) | 台面尺寸(mm) | 电机型号 | 功率(kw) | 频率(hz) |
L810 | 1.5 | 3500 | 800*1000 | YZD20-6 | 1.5*2 | 980 |
L1010 | 1.5 | 3800 | 1000*1000 | YZD20-6 | 1.5*2 | 980 |
L1015 | 2 | 4000 | 1000*1500 | YZD30-6 | 2.2*2 | 980 |
L1218 | 3 | 4500 | 1200*1800 | YZD50-6 | 3.7*2 | 980 |
L1220 | 5 | 5500 | 1200*1200 | YZD75-6 | 5.5*2 | 980 |
L1525 | 10 | 8500 | 1500*2500 | YZD100-6 | 7.5*2 | 980 |
L1630 | 11 | 11000 | 1600*3000 | YZD120-6 | 8.5*2 | 980 |
L1830 | 11 | 12000 | 1800*3000 | YZD120-6 | 8.5*2 | 980 |
L2035 | 12 | 13000 | 2000*3500 | YZD140-6 | 9.5*2 | 980 |
L2045 | 12 | 13500 | 2000*4500 | YZD140-6 | 9.5*2 | 980 |
四、主要结构及工作原理
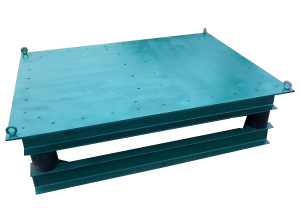
(一)落砂机的结构如图一所示,主要有工作质体、隔振质体和底座三部分组成,全部采用焊接结构,工作质体由弹簧支撑在隔振质体上;隔振质体由弹簧支撑在底座上,隔振质体的端部对称安装一对反向同步运转的振动电机,振动电机的合力方向与工作质体的上平面垂直,形成一个双质体结构。
(二)落砂机工作原理
一对对称安装的振动电机反向同步运转,水平方向的分力相互平衡,垂直方向的合力使落砂机的隔振质体以一定的加速度作正弦振动,同时通过共振簧使工作质体以相同频率作正弦振动。铸型被抛起(带砂箱或不带砂箱)然后下落与棚床(工作质体)碰撞,砂型与砂箱分离,铸件与砂型分离。砂团被破碎后通过棚格孔落到回砂皮带上。由于振动电机的合力方向与工作质体上平面垂直,所以铸件不能自御,需起用吊设备吊离机器,完成一个铸型落砂过程。
五、落砂机的安装与调整
(一)按图二做基础,预留方孔,待基础干后清理干净。
(二)安装落砂机底座
地脚螺栓松装在各段底座上,然后按图在基础上就住,调整两排弹簧定位套的轴线平行,允差2mm;相对应两个弹簧定位套轴线连线与两排轴线连线垂直,允差mm,调毕,将各连接位用螺栓牢固连接,待机器正常运行后焊牢。地脚螺栓在方孔内放正,用混凝土进行二次浇灌,待水泥干后,再将地脚螺栓紧定到位,用弹垫防松。
(三)将隔振弹簧放到底座上,按弹簧套就位,并用调整片调节弹簧到一定高度(以弹簧的*高点为准)允差0.5mm。
(四)振动电机的安装与调整
将两台振动电机按地脚螺孔分别装在机器两端,调整平行度,之后用限位块限位,确保限位块与电机之间无间隙,地脚螺栓采取弹簧垫圈和细牙螺纹防松。地脚螺栓的总预紧力约为450000N(约为*大激振力4倍),每只地脚螺栓的预紧力约为46000N,用1000kg/m的力矩板手,不得松动。待机器总装后,将每台电机激振力调到80000N(8000kg)后开机空运行2h,测线电流。线电流如超过20A,应检查电机是否松动,否则电机身体有问题。
(五)工作质体安装与调整
将导向杆4,共振簧2装到隔振质体上,调整弹簧到同一高度,允差0.5mm(注意下面弹簧直径比上面小),再将工作质体吊装就位,确保导向杆4与定位套3的间隙均匀,允差mm,吊装前应将上层共振簧就位并调整其在同一高度,允差0.5mm,装定位块5,压板6,然后导向杆的两端用螺母扭紧,一定要紧定到位,振动时不得有零件撞击声。
(六)将组装好的共振质体和隔振质体吊装就位。
(七)在底座上装分线合
说明:可根据客户需要,现场尺寸要求,进行设计制作。